材质不锈钢
电源220v
品牌纳冠
适用料盘7.1*寸
可否定制可以
工业智能仓储为企业带来巨大的价值,主要体现在以下几个方面:
1、生产效率成倍提升
工业智能制造通过对生产信息的智能化分析和跟踪,不断挖掘设备以及作业潜能,提高生产效率,持续改善管理目标。
2、实现双向质量追溯
工业智能制造通过生产前预防、生产中监控和生产后分析等质量管控方法,从而提高产品质量水平。
3、产品品质的持续改善
工业智能制造实时采集详细测试数据生产过程的全面品质管理关注事中控制,事后分析持续改善产品品质。

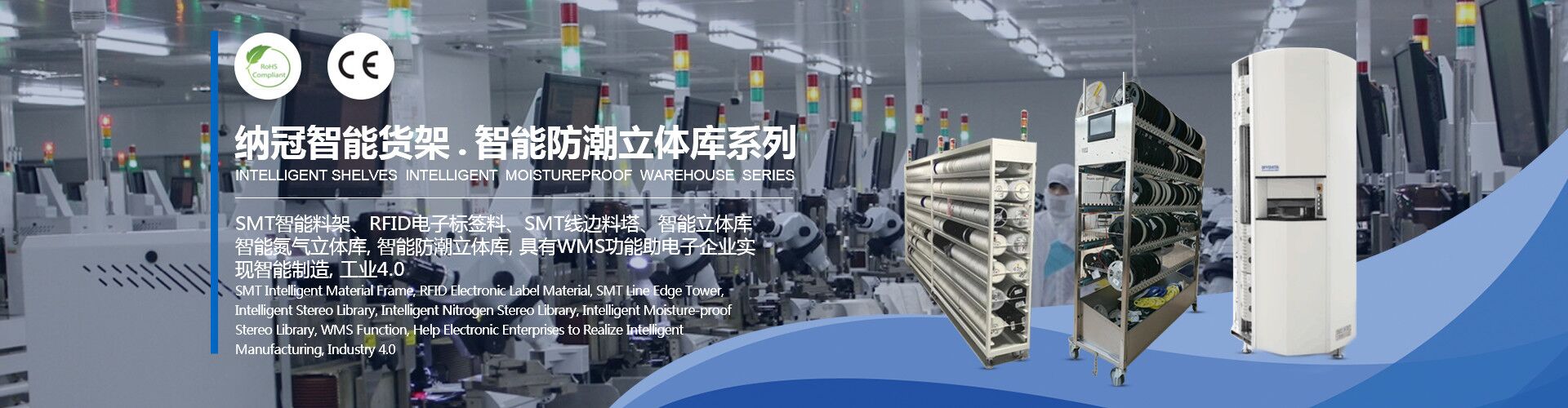
SMT智能货架的优势 :
1,物料必须按*区域分关存放,进出库做物料可随意存放,系统自动提醒可用库位
2,高容积率(长宽高约:2.1*0.4*2.0),合计1.7㎡空间内可提供1400个信号灯提示的物料储位
3,自动计算 Daycode, Lotcode及物料入车时间,准确实现物料的先进先出,用信号提示员工取料位置
4,对接ERP/MES,≡动比对物料和位置,并生成备料单和拣料单,员工按不同的颜色信号可多任务快速拣料和复核
5,取料按信号灯指示,出库和料通过扫号直接完成自动校验,站位信息保存在系统至飞达区完成生产前的物料和站位的二次校验
6,根据生产工单物料取用数量自动计算数量,动态调整整盘和尾盘的取用比例,达到尾盘库存的优

智能仓储系统运用先进的RFID技术,结合自动控制技术、无线通信技术、计算机网络技术,充分利用电子标签可被瞬间大量读取的特性,可被远距离识别的特性,数据存储容量大的特性,由出入库输送系统、信息识别系统、自动控制系统、计算机监控系统、计算机管理系统以及其他辅助设备组成的智能化系统,通过先进的控制、总线、通讯和信息技术应用,协调各类设备动作实现自动出入库作业。

智能仓储系统具有节约用地、减轻劳动强度、避免货物损坏或遗失、消除差错、提供仓储自动化水平及管理水平、提高管理和操作人员素质、降低储运损耗、有效地减少流动资金的积压、提供物流效率等诸多优点。
实现数字化管理,出/入库、物料库存量等仓库日常管理业务可做到实时查询与监控,具体情况如下:
1、识别速度快:标签一进入磁场,阅读器就可以即时读取其中的信息,而且能够同时处理多个标签,实现批量识别;
2、数据读取方便快捷:数据的读取*光源,有效识别距离更长,采用自带电池的主动标签时,有效识别距离可达到30米以上;
3、数据容量大:一维条形码的容量是50Bytes,二维条形码容量可储存2到3000字符,RFID的容量则有数MegaBytes,而且可以扩充容量;
4、穿透性和无屏碍阅读:RFID能够穿透纸张、木材和塑料等非金属和非透明的材质,进行穿透性通信,不需要光源,读取距离更远。但不透过金属等导电物体进行识别;
5、体积小型化、形状多样化:RFID不需要为读取精确度而配合纸张的固定尺寸和印刷品质,更适合往小型化与多样形态发展,以方便嵌入或附着在不同形状、类型的产品上。
6、更好的安全性:RFID电子标签不仅可以嵌入或附着在不同形状、类型的产品上,而且可以为标签数据的读写设置密码保护,从而具有更高的安全性;
7、使用寿命长,应用范围广:RFID抗污染能力和耐久性强。
智能仓储系统对仓库中的到货检验、入库、出库、调拨、移库移位、库存盘点等各个作业环节的数据进行自动化的数据采集,保证仓库管理各个环节数据输入的速度和准确性,确保企业准时的掌握库存的真实数据,合理保持和控制库存,推动企业的现代化管理。
-/gbaiiac/-
http://nargon.b2b168.com